#Carpets
Phoenox and Sellers – a winning local partnership

Phoenox, which has been family owned since its foundation in 1954, develops original creative flooring design concepts for retail brands. Its products are sold through high street outlets, department stores and volume retailers across Europe and North America, in addition to substantial online and catalogue-driven business. All told, the company’s 24-hour parcel service dispatches some 3.2 million orders every year.

Services
“Not only are we a private label supplier to some very well known names, we also own a range of consumer brands,” says director Adrian Charles Mosley. “Many of our customers utilise our full range of services from design and colour trend forecasting through to manufacturing. Through bespoke services we also work closely with our customers to develop products and production processes that are accurately aligned with specific market needs – everything from water resistant backings to antibacterial finishes.”
Operating from two manufacturing sites, Phoenox manufactures an annual 1.7 million metres of flooring in the UK. Over a combined area of 1,700,000 square metres, the two plants are equipped for tufting, backcoating, cloth printing and finishing along with automated cutting, sewing and packing.
In addition to the Sellers shearing line, other recent investments for the UK operations have included three new advanced tufting machines and a high-speed Sellers backcoating line equipped to handle widths of up to two metres and coat at six metres per minute. Washable and dyeable foams and eco-friendly applications in different weights are applied for many product areas.
The company’s state-of-the-art Chromo jet printing process line is meanwhile the only one of its kind in the UK, with its 256 jets making possible designs in up eight colours per pattern. With sustainability very much at the forefront of the company’s approach, Phoenox recycles most of its paste and inks and uses organic options wherever possible, as well as recycled water.
“We operate a piece dye colour cloth programme and can dye nylon and cotton with weights of up to 500kg per load, working with direct, organic, vat and reactive dyes,” says Mosley. “We also offer computerised and weighed commission dyeing. Computerised automated cutting machines and photocell pattern recognition enable us to cut at high speed in most cloth densities. With finishing and sewing though, it’s all about the detail, and our team have years of experience and hand-finish our products on traditional high-speed machines.”
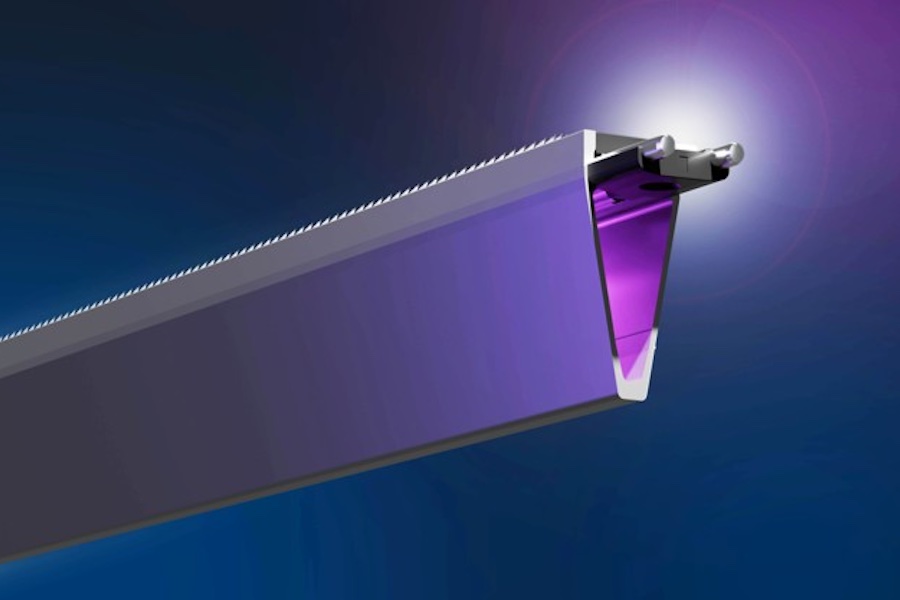
Hybrid Shearing Cylinder
The latest Sellers line at Phoenox benefits from the new Hybrid Shearing Cylinder.
“For many years, we have offered two options in the construction of our shearing cylinders,” explains Sellers Director Neil Miller. “The first ‘strap-on’ type incorporates spiral blades bolted to the cylinder body and the second, known as the ‘caulked-in’, includes spirals which are fixed very securely in a machined groove within the machine. The Hybrid Shearing Cylinder combines the benefits of both, resulting in an improved cut and finer finish, in addition to longer repeatable finishing and increased rigidity.”
“Since the beginning, we have stayed close to our Yorkshire roots, working with the loyal, skilled local people who have helped our business to sustain itself into the third generation of family ownership,” adds Mosley. “Sellers Textile Engineers is virtually on our doorstep and has proved a reliable partner for many years. Our shearing machinery from Sellers, coupled with our team of expert operators, allows us to provide an improved quality of finish, at various pile heights, economically and efficiently.”
‘’Sellers is proud to be a key supplier to such a renowned, progressive and innovative manufacturer as Phoenox Textiles,” says Charlie Armitage, Sellers Managing Director.