
Research & Development
"Breathability" in quality control - On the suitability of different test procedures for determining the water vapour resistance of textiles

Mrs Müller thought this figure indicated good "breathability", but she is mistaken, as Mrs Off, Head of the Clothing Physiology Laboratory at the Hohenstein Institute, explains: "Vapour permeability of 3000g/m2/24h is the equivalent of a Ret value (resistance to evaporative heat loss) of about 40 m²Pa/W. That indicates poor breathability. A good value would be over 10,000 g/m²/24h, and a very good one about 27,000 g/m²/24h. Textiles having that kind of value make the product very breathable."
Now there's a job for Mr Bohrer in Quality Management to do. It is up to him to find out where the fault lies and how the product could be improved, or Mrs Müller given better advice so that she is more satisfied in future. To do this, he needs to test the water vapour resistance of the product. He can use that to determine the "breathability". Here though, as so often happens to quality control managers, he is confronted by the question of which test method is most suitable.
Various different standardised test methods have become established, some of them gravimetric methods, i.e. cup methods, and others "sweating guarded-hotplate" methods, based on measurements taken using a skin model. The problem lies in the differences between the methods. They differ in the test procedure, test set-up and conditions in which the test is carried out and in the units used to express the results. It is therefore difficult to compare the test results and they cannot always be reproduced. Going back to the example quoted above, this creates a problem for Mr Bohrer. For him, the crucial point in optimising and developing products and also in being able to give good advice to Mrs Müller is that reliable, objective data and standardised test methods are available, regardless of the test laboratory. For her, a jacket that is as comfortable to wear as possible and consumer safety are the important things.
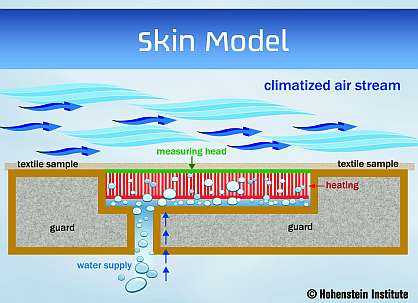
Fig. How a skin model works.
What is to be done? Mrs Off, an expert in clothing physiology, has some good advice: "For production control, the cup methods can offer a relatively quick and above all cheap solution. However, how the "breathability" of a textile is perceived when it is worn can only be measured using the skin model."
The following table shows the advantages and disadvantages of the two methods at a glance (see Figure 4).
If we apply this to our example, for Mr Bohrer it means that, if he tests the Ret value using the skin model, then he can not only evaluate the "breathability" but also the wearing experience that Mrs Müller complained about. On the basis of the results of the Ret value test, which in theory he should be able to obtain from the supplier, he can both identify any potential for improvement and also give his customer the advice she needs. For Mrs Müller it means that she should not rely on advertising claims. Many things can be called "breathable", but only a verified statement about the Ret value of a textile indicates its real "breathability".
Text box:
Cup methods:
Numerous standards define the various cup methods for determining water vapour resistance. These include the "desiccant method" (ASTM E 96 A, C, E), the "water method" (ASTM E 96 B, D) and the "inverted cup method" (ASTM E 96 BW). All the cup methods are based on determining the amount of water vapour that passes through a textile by gravimetric analysis, i.e. by weight. From the measurements, the permeability to water vapour, i.e. the "breathability" of a textile can be calculated. The values are expressed as, for example, the water vapour transmission rate (WTR), the water vapour permeance (Wd)/water vapour permeability (WVP) or the relative water vapour permeability (RWVP).
Skin model measurement:
The "sweating guarded-hotplate" method calculates the Ret value, the water vapour resistance, of a textile. This is measured using a skin model (sweating guarded-hotplate). The main component of the skin model is a porous sintered metal plate, heated to 35 °C. The textile being tested is placed on the hotplate and water vapour is passed through the "pores" of the hotplate. This simulates the evaporated sweat with which a textile comes into contact. Critical in the measurement and calculation of water vapour resistance is the amount of energy that has to be supplied to keep the temperature of the hotplate constant. Otherwise, the hotplate would be cooled down by the evaporating sweat. The water vapour that is transported away by the textile is replaced by new vapour passing through the pores.
The test is carried out in standardised conditions in a climate-controlled cabinet in which defined ambient test conditions have been set.
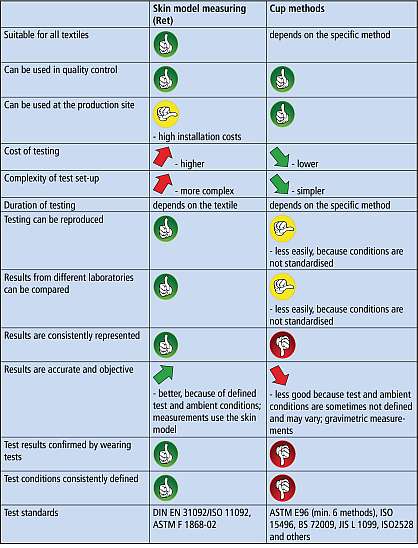
Figure 4